
ALUMINUM CASTING METHODS( Trying to understand ,Please provide your inputs and point out any mistake from my side)
Three primary metal casting methods can be used to cast aluminum: die casting, permanent mold casting, and sand casting
Three primary metal casting methods can be used to cast aluminum: die casting, permanent mold casting, and sand casting
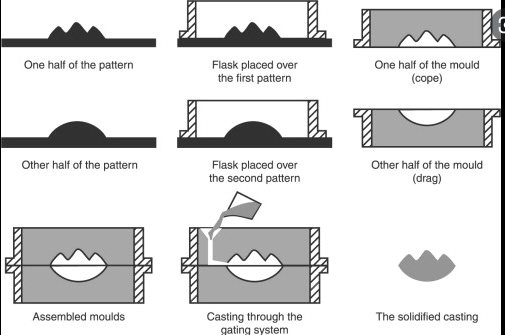
1- Sand Casting-In this method, a mold is created from a sand mixture, containing a cavity into which the molten aluminum alloy from which your part will be created is poured. Once the aluminum cools and solidifies, the sand mold is broken away from the part.
2- Permanent Mold Casting- in this aluminum casting method, the mold is not broken away . A reusable metal mold is created, and the cavity is filled with aluminum via gravity. The mold is then separated after cooling and the finished part ejected or removed

3-Die casting -is very similar to permanent mold casting, except that the molten aluminum is injected into the cavity under pressure, rather than poured and filled via gravity. Aside from this functional difference, the two processes are similar.

WHICH ALUMINUM CASTING TECHNIQUE SHOULD YOU CHOOSE
1-Speed: Sand Casting automated processes, provides a high output of parts in a short amount of time when compared to permanent mold processes.
1-Speed: Sand Casting automated processes, provides a high output of parts in a short amount of time when compared to permanent mold processes.
Die casting provides the greatest speed in manufacturing, thanks to the pressurized injection process.
2-Strength: Permanent mold casting provides the greatest material strength in the finished product. Although similar to die casting, the pieces produced via
2-Strength: Permanent mold casting provides the greatest material strength in the finished product. Although similar to die casting, the pieces produced via
permanent mold casting have an advantage in this area due to the nature of the process.
3-High quantities: Sand Casting offers the most advantageous balance between higher quantities and tooling costs, while a permanent mold is a closer second.
3-High quantities: Sand Casting offers the most advantageous balance between higher quantities and tooling costs, while a permanent mold is a closer second.
For quantities well in excess of 100,000, however, die casting may be the better choice.
4-Prototypes and short runs: Sand casting is the method of choice when only a few pieces are needed, thanks to its low tooling cost.
4-Prototypes and short runs: Sand casting is the method of choice when only a few pieces are needed, thanks to its low tooling cost.
5-Surface finish: Permanent mold casting and die casting offer the smoothest surface finish out of the mold.
High Pressure Die Casting and low pressure Die Casting
In this process, the liquid metal is injected at high speed and high pressure into a metal mould.
In this process, the liquid metal is injected at high speed and high pressure into a metal mould.

This equipment consists of two vertical platens on which bolsters are located which hold the die halves. One platen is fixed and the other can move so that the die can be opened and closed. A measured amount of metal is poured into the shot sleeve and then introduced into the
shot sleeve and then introduced into the mould cavity using a hydraulically-driven piston. Once the metal has solidified, the die is opened and the casting removed.
Both the machine and its dies are very expensive, and for this reason pressure die casting is economical
Both the machine and its dies are very expensive, and for this reason pressure die casting is economical
only for high-volume production
Low Pressure Die Casting- the die is filled from a pressurised crucible below, and pressures of up to 0.7 bar are usual. Low-pressure die casting is especially suited to the production of components that are symmetric about an axis of rotation.
Low Pressure Die Casting- the die is filled from a pressurised crucible below, and pressures of up to 0.7 bar are usual. Low-pressure die casting is especially suited to the production of components that are symmetric about an axis of rotation.
Light automotive wheels are normally manufactured by this technique.

Loading suggestions...